
Ich besitze meinen Snapmaker A350* nun schon etwas mehr als 2 Jahre und habe bisher fast ausschließlich das 3D Druck Modul genutzt. Bei einer UVP von rund 2.350 Euro (den Preis habe ich damals über Kickstarter natürlich nicht gezahlt) wäre das schon ein sehr teurer 3D Drucker, würde man nur diese eine Funktion nutzen. Das Laser Modul kam schon mal für kleinere Projekte zum Einsatz, aber an die CNC Funktion habe ich mich bisher nie ran getraut. Es wurde also Zeit, mich etwas näher damit auseinander zu setzen und das eine oder andere Projekt zu starten.

Logos fräsen und lasern
Als erstes einfaches Projekt habe ich mein eigenes Logo ausgewählt, schließlich sollte die Werkstatt auch mal damit geschmückt werden.
Kontur ausfräsen
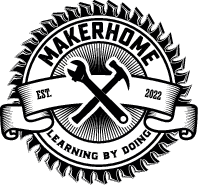
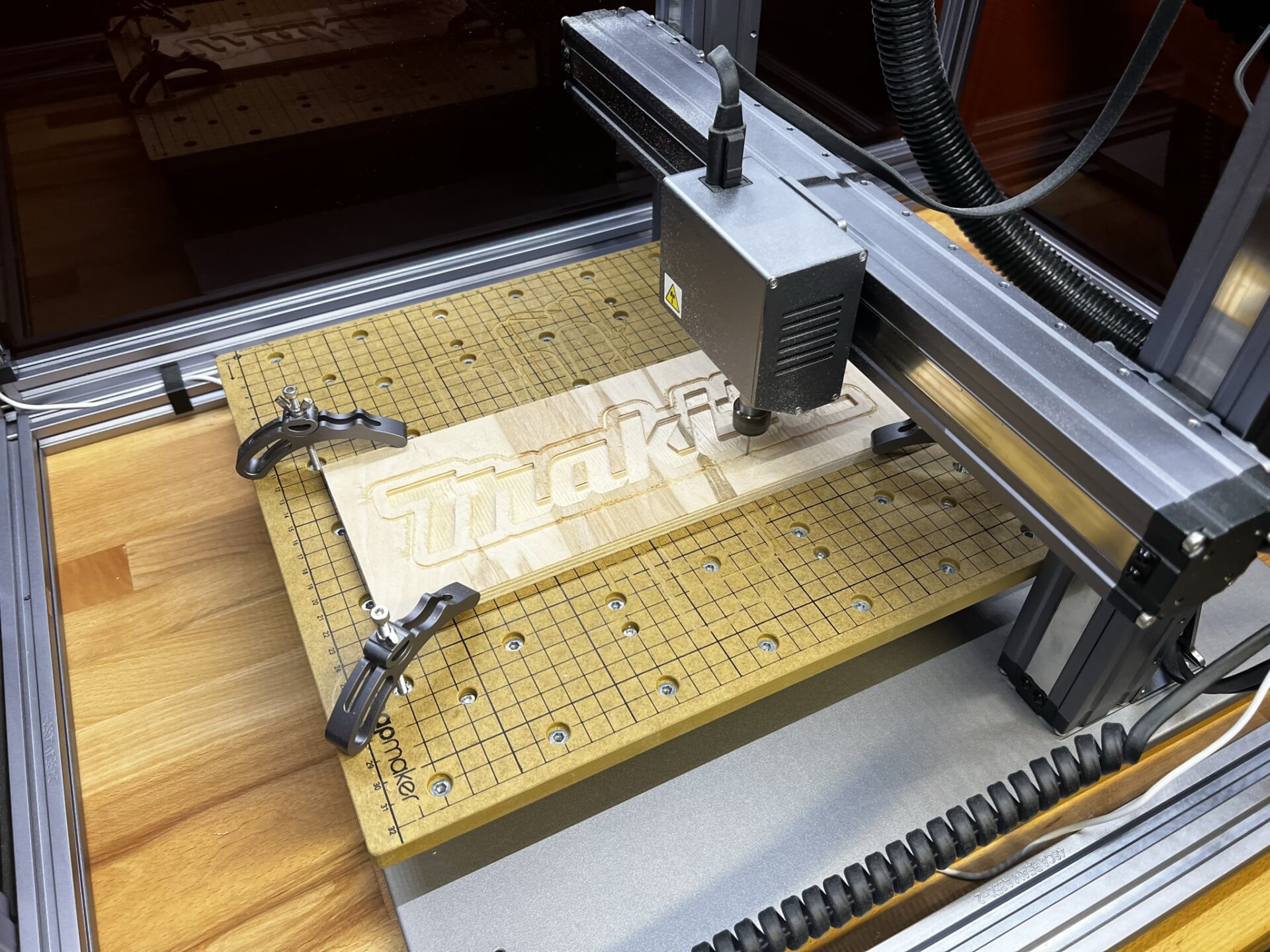
Die Kontur des Logos, welches ich als Pfad für die CNC Fräse genutzt habe, habe ich in einem Bildbearbeitungsprogramm erstellt und in Snapmaker Luban importiert. Bei der Fräsgeschwindigkeit muss man beim Snapmaker schon sehr vorsichtig sein, der Motor des Fräsmoduls bringt gerade mal 50W an Leistung. Also Work Speed auf 300 mm/min und Step down auf 0,5 mm gesetzt, was bei 6 mm Birke-Multiplex demnach 12 Durchgänge sind. Außerdem habe ich entlang der Kontur 5 mm breite und 2 mm hohe Stege im Abstand von 150 mm eingefügt.
Zum Einsatz kam ein 1,5 mm Flat End Fräser, da ich noch keinen anderen zur Hand hatte. Dieser hat seinen Job aber sehr ordentlich gemacht. Zwischendurch habe ich immer mal wieder von Hand abgesaugt, damit der Fräser geschmeidiger durchs Material kommt. Das Ergebnis ist echt sauber geworden!




Logo gravieren
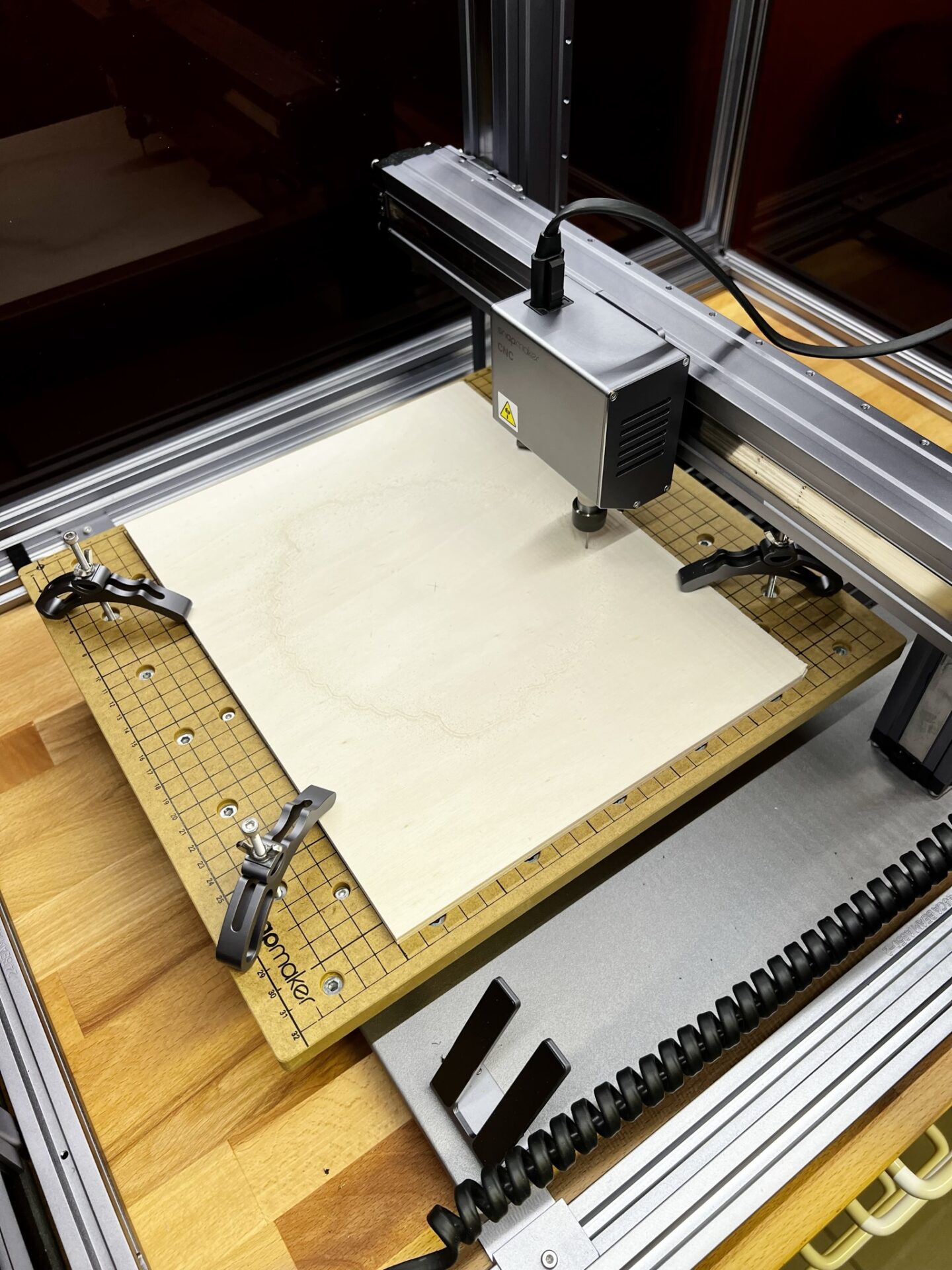
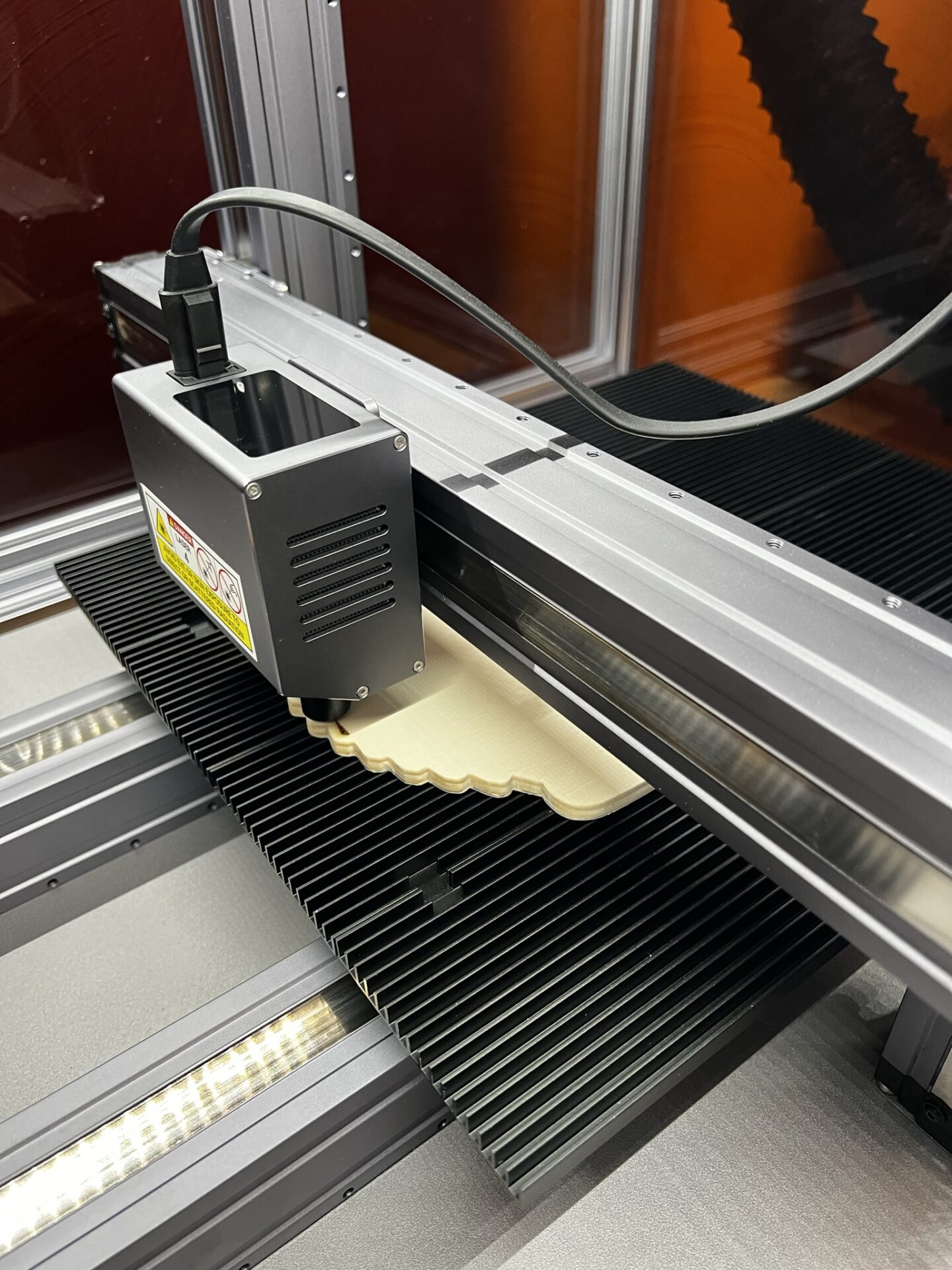
Zum Lasern habe ich die Platte mit doppelseitigem Klebeband fixiert. Um das Logo auch genau mittig auf den Ausschnitt zu gravieren, hatte ich zuvor die Mitte der Platte angezeichnet und die Work Origin in Luban jeweils auf “Center” gestellt. So konnte ich den Fräser als auch den Laserstrahl sehr genau ausrichten. Das Resultat ist wirklich sehr präzise und detailreich geworden! Das Logo ist mit den feinen Linien schon eine echte Herausforderung, aber mit seinem Fokus von 0,2 x 0,3 mm bietet der 1,6 W Laser eine durchaus brauchbare Auflösung.
Logos fräsen und mit Epoxidharz füllen
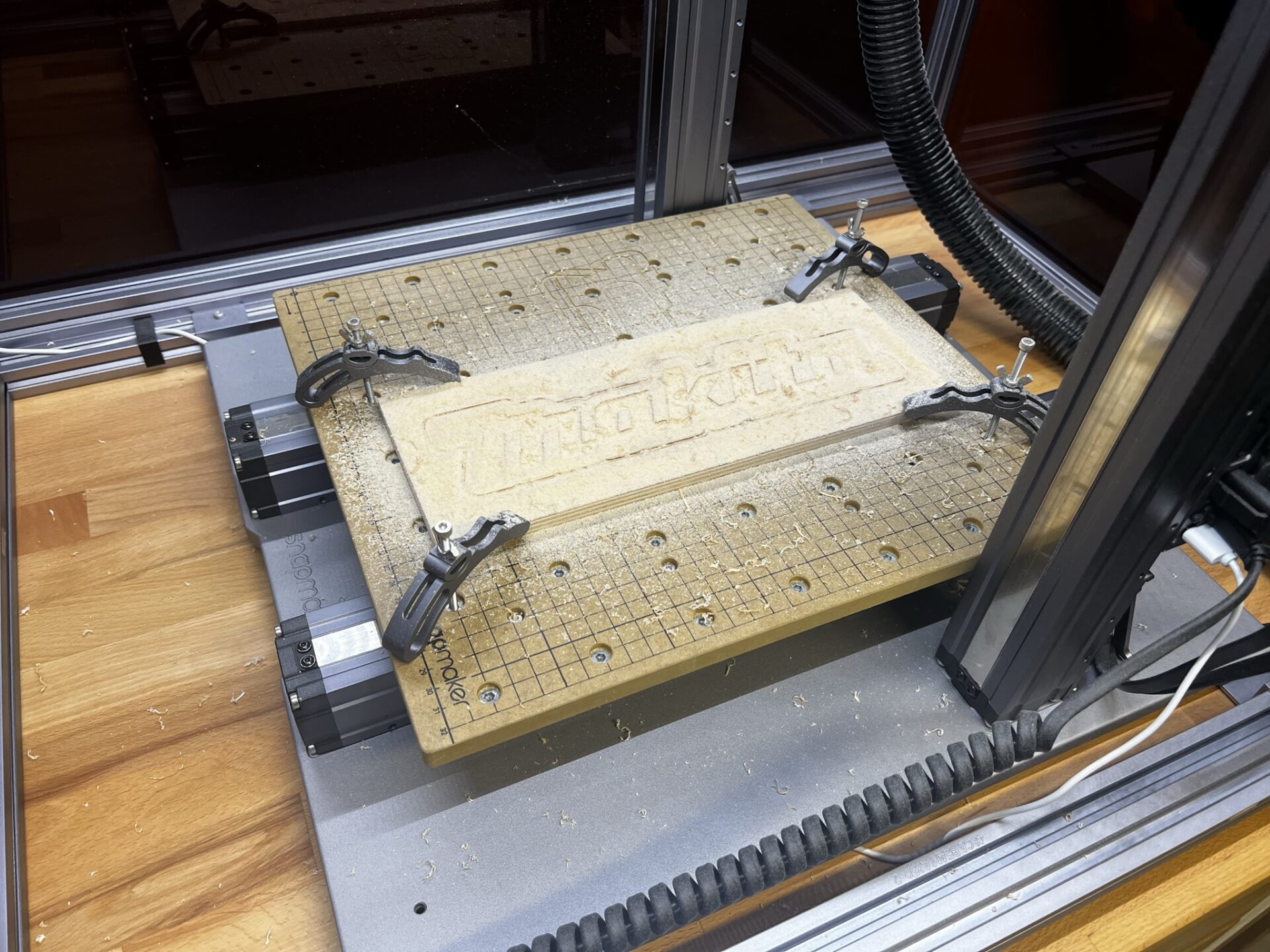
Eine weitere beliebte Möglichkeit ein Logo zu präsentieren, ist das Fräsen und Füllen mit Epoxidharz. Aufgrund der feinen Details, bot sich das Makerhome Logo leider nicht für dieses Projekt an. Da mein Maschinenpark sehr Makita-lastig ist, musste kurzerhand das entsprechende Logo als Vorlage herhalten.
Kontur und Logo ausfräsen
Ähnlich wie zuvor, habe ich zuerst eine vergrößerte Kontur des Logos als Pfad für den Ausschnitt mit dem CNC Modul erstellt. Für die Fräsung des Logos selbst (2 mm Tiefe) habe ich in Luban nochmal einen Pfad der Kontur des Logos angelegt (erster Schritt bei der Fräsung) und dann erst einen Toolpath für die komplette Füllung des Logos. Damit war gewährleistet, dass die Kontur des Logos schön sauber gefräst wird, da Luban das Ausfräsen der Füllung wohl nur Zeile für Zeile beherrscht.
Kurzum, in Luban habe ich die Arbeitsschritte wie folgt konfiguriert :
- Kontur des Logos auf 2 mm Tiefe fräsen
- Füllung des Logos auf 2 mm Tiefe ausfräsen
- Logo ausschneiden (wie zuvor mit Stegen)
Diesmal war ich mit einem Stepdown von 1 mm und einem Vorschub von 400 mm/min auch etwas mutiger, aber trotzdem hat das Ausfräsen schon deutlich länger gedauert. Wie man auf den Fotos sieht, habe ich insgesamt 3 Anläufe gebraucht, ehe alle Einstellungen passten 🙂

Epoxidharz gießen
Das Ausfüllen des Logos mit Epoxidharz erwies sich als etwas schwieriger als gedacht. Beim ersten Versuch mit dem EPODEX 2K Epoxidharz* musste ich schon feststellen, dass dieses Zeug in jede einzelne Holzfaser (ich habe auch hier wieder 6 mm Birke-Multiplex verwendet) hinein kriecht. Auch nach gründlichem Schleifen bekommt man diese Verläufe nicht mehr raus.
Beim zweiten Versuch habe ich das Logo zuvor mit klarem Epoxidharz und Pinsel (den man danach übrigens getrost in den Mülleimer schmeißen kann) grundiert, in der Hoffnung das eingefärbte Harz würde dann später nicht mehr in die Faser ziehen. Leider hat das aber auch nicht gefruchtet, und ehrlich gesagt habe ich keinen Schimmer warum.







Nun gut, ich habe das Logo dann doch bis 240er geschliffen und mit dem Heliacare Fine Woodwork* geölt. Für den Rot Ton habe ich übrigens die EPODEX Farbpaste RAL 3020* (Verkehrsrot) verwendet, welche sehr ergiebig ist, insbesondere bei solch kleinen Projekten.
Mit dem Endergebnis bin ich nicht wirklich zufrieden, trotzdem hat das Makita Logo aber einen Ehrenplatz an der French Cleat Wand in der Werkstatt bekommen.

Fazit
Es macht schon echt Spaß das volle Potential des Snapmakers mit seinen 3 Modulen zu nutzen. Das CNC Modul ist zwar etwas schwachbrüstig, aber für kleinere Projekte durchaus zu gebrauchen. Mit dem neuen 10 W Laser Modul von Snapmaker könnte man das Logo auch in einem Durchgang ausschneiden, was deutlich einfacher wäre als CNC Fräsen und Lasergravieren, aber es hat auch so ganz gut geklappt.
Beim Epoxidharz Gießen verstehe ich nicht so recht warum es trotz Grundierung im zweiten Versuch immer noch in die Holzfasern verlaufen ist. Vielleicht sollte ich beim nächsten Mal zwei Schichten grundieren.
Unterm Strich bin ich aber ganz begeistert von den gestalterischen Möglichkeiten welche eine CNC Fräse und ein Laser bieten. Auch wenn die Snapmaker Module eher schwach dimensioniert sind, so kann man doch, mit etwas Geduld, schon nette kleinere Projekte damit realisieren.